实验相关信息
1.实验方法与步骤
1. 实验方法描述
(1)模型法
本项目通过建构模型的方法模拟人工林抚育采伐的情境,使得学生直观理解和掌握现代林业抚育采伐基本工艺和先进设备,通过构建林木联合采伐机、割灌机、抓具式装载机、集材车、立木整枝机等模型,将最新的设备和技术以虚拟仿真的方式呈现给学生。
(2)情境法
本项目为学生提供了与林业抚育采伐装备交互的机会。学生在虚拟的环境中,不仅可立体、生动的获知林场环境,也可了解林业装备操作的基本方法,还可开展工程复杂问题的调试,并接受考核。学生沉浸其中,进行虚拟采伐时,系统有提示与纠错功能,允许学生“试误”;系统也会对学生的整个操作过程进行记录和评分,并开设了学生自主设计实验,反映学生对虚拟抚育采伐的规范与标准的理解与掌握程度。
(3)比较法
本项目以PID参数整定为复杂问题落脚点,运用了两种方法进行处理,分别是临界比例度法和反应曲线法。通过工程实践对比两种解决方案,以问题原理分析入手,比对调试,最终得到最佳整定效果,实现定长造材的长度精准控制。
2.学生交互性操作步骤说明
本实验项目整体内容和步骤设计思路以森林抚育采伐工艺为主线,结合工程教育认证复杂问题为背景,解决了定长造材中PID参数整定的复杂工程问题,以“面向行业—面向工艺—面向工程”的建设思路开展实验,内容分为培训认知(1学生)、工艺作业(1学时)和工程调试(2学时)三个主要环节。通过三维仿真技术,虚拟林区抚育采伐及工程调试情境,学生可在整个场景和情境中进行交互性操作45步。实验设计思路如图2-13所示。
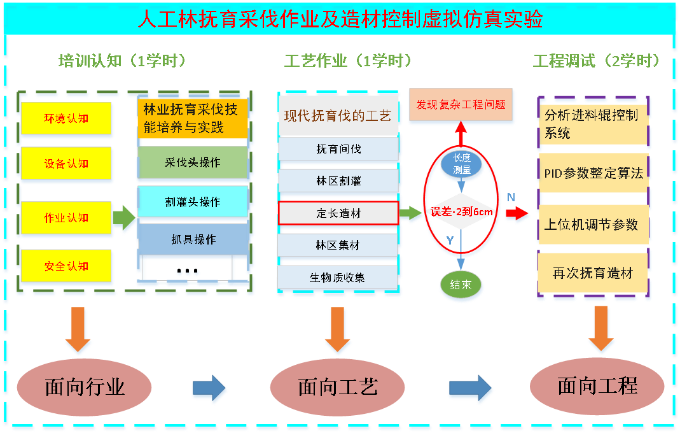
图2-13实验基本思路
步骤1 登录项目网站http://linye.bjfu.owvlab.net/virexp/wycf ,进入网站了解项目描述、特色、网络要求等相关信息,并点击“教学入口”;
步骤2 点击“开始实验”进行实验,如图2-14所示;
图2-14进入实验界面
① 培训认知模块
步骤3 选择“培训认知”模块,即可进入第一部分实验,如图2-15所示;
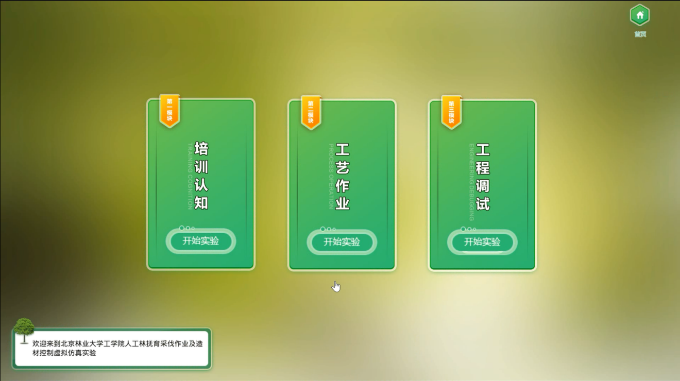
图2-15实验模块选择
步骤 4 进入林区环境,点击顶部“环境认知”进行林区漫游和林区认知,充分了解林区现场情况,如图2-16所示;

图2-16林区环境漫游
步骤5 点击“安全认知”,学习林区环境作业的安全认知、林用设备操作规范和典型安全事故演示,界面如图2-17所示:

图2-17安全认知界面
步骤6 点击“设备认知”,逐一认知林木采伐机、割灌机、集材等关键设备的型号和参数,并点击对应设备图下方的运动演示按键,对我国现有先进林业装备有一定认知和了解,如图2-18所示;

图2-18设备认知界面
步骤7 点击“作业认知”,点击“设备操作说明”学习林木联合采伐机、清林割灌机、油锯等设备的操作规范,如图2-19所示;

图2-19作业认知界面
步骤8 点击“采伐及造材作业考核”:进入采伐头控制器界面如图2-20,进行相关参数的选择,系统提示学生选取树种为桉树(树种提供松树、桉树、杨树等类型),造材长度可选200cm、400cm和600cm,最大直径为430mm,PID控制器选择“关闭”;

图2-20 采伐头控制器界面
步骤 9 开始采伐及造材作业考核,仔细阅读林木联合采伐机操作键位对照表,见表2-4,并尝试操作采伐机;
.jpg)
步骤10 选择一棵指定树木开展采伐考核,按照自动采伐示例要求完成作业,作业通过后进入下一个模块学习,如图2-21所示,不通过继续学习采伐机操作,选择“放弃考核”将扣除会扣除相应分数;
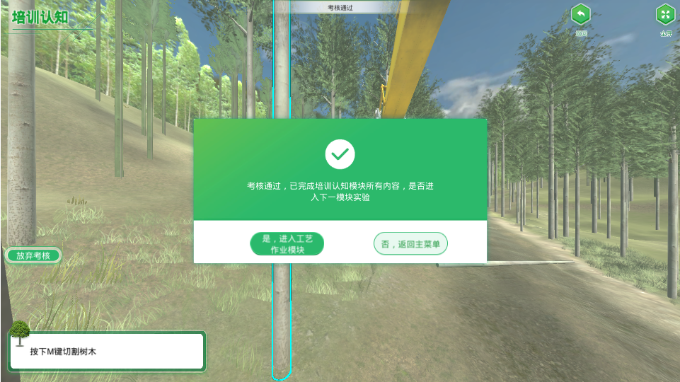
图2-21考核通过界面
② 工艺作业模块
选择图2-15中“工艺实验模块”,进入第二部分实验。
步骤11 查看抚育和采伐任务要求,选择合适设备,如图2-22所示;

图2-22设备选择界面
步骤12 定制抚育和采伐工艺流程图,如图2-23所示,根据上一步所选设备将其拖到正确的流程框中,设备选择错误返回上一步,放弃选择会扣除相应分数;

图2-23抚育和采伐工艺流程图
步骤13 开展清林割灌作业,进行抚育割灌和道路割灌操作,如图2-24所示;

图2-24开展清林割灌作业
步骤14 开展抚育采伐作业,设置采伐头控制器,设置树种、长度、直径等参数,控制林木联合采伐机移动到指定采伐区域;
步骤15 点击“试采”按键,点击“自动采伐”,图2-25为采伐机开展采伐作业;

图2-25采伐机作业图
步骤16 选择坡度较陡的区域,开展人工油锯采伐作业,如图2-26所示;

图2-26油锯作业图
步骤17 点击“集材”按键,集材车开始自动集材并运往楞场归楞,如图2-27所示;

图2-27集材作业图
步骤18 点击“生物质收集”按键,抓具自动抓取割灌、抚育、采伐所留林业生物质并装车,如图2-28所示;

图2-28采集生物质
步骤19 在楞场对已造材完成的木材归楞,如图2-29所示;

图2-29木材归楞处理
步骤20 对“试采”的木材进行检量,点击“测量”,生成原木检量表,记录如图2-30所示,观察所得数据;
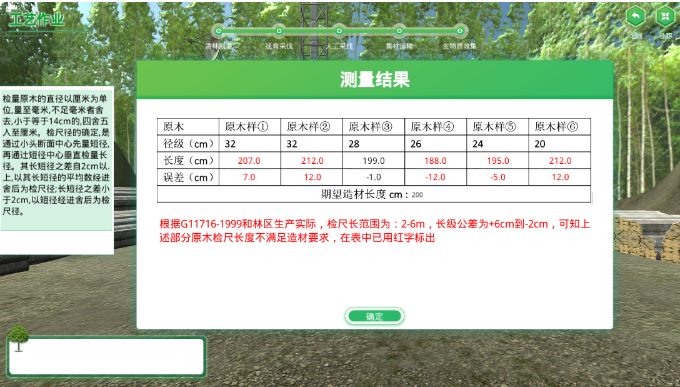
图2-30原木检量结果
步骤21 分析误差率,红色数据部分为不合格长度数据,判定试采未达定长造材要求精度(误差要求在-2cm~+6cm以内),系统提示是否进入下一个模块,选择 “是”;
③工程调试模块
林木联合采伐机造材过程中最常见的问题就是定长造材不准,需要进行工程调试,本工程调试模块其核心问题主要为林机设备采伐头控制器PID参数整定,其实验结构图如图2-31所示。
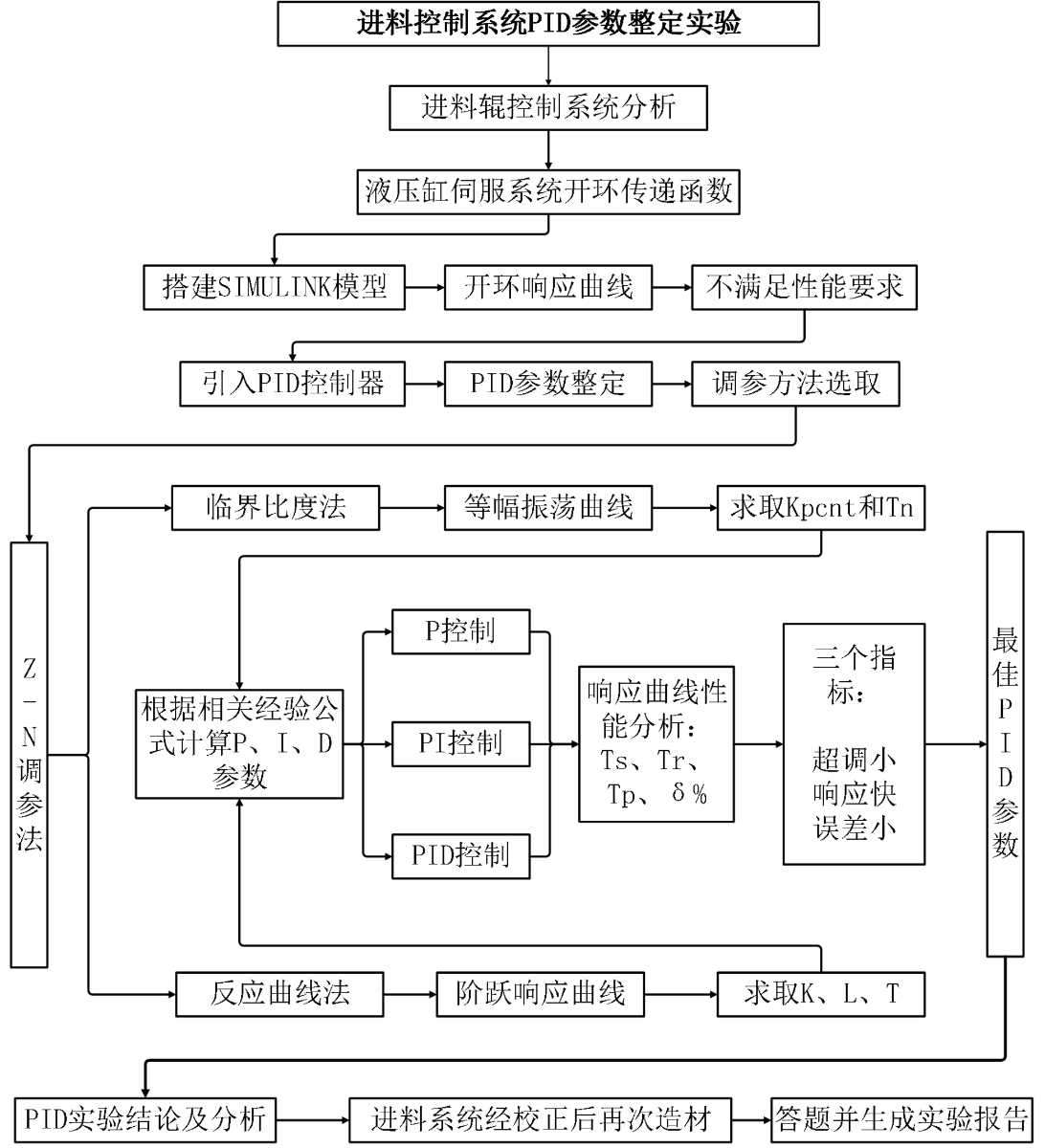
图2-31 PID参数整定实验流程图
步骤22 点击进入PID参数整定实验,学生在引导下依次完成实验目的、实验原理及实验任务的认知,如图2-32所示;
图2-32进入PID参数整定实验
步骤23 进行进料辊控制系统分析,选择液压缸伺服控制系统近似开环传递函数,搭建误差反馈模型如图2-33所示;

图2-33搭建误差反馈模型
步骤24 断开反馈连线,得到系统开环单位阶跃响应曲线,观察图2-34的响应曲线,得出观察结论可见系统未引入PID控制器时得到的输出响应曲线调节时间过长,不符合工程实际生产要求;
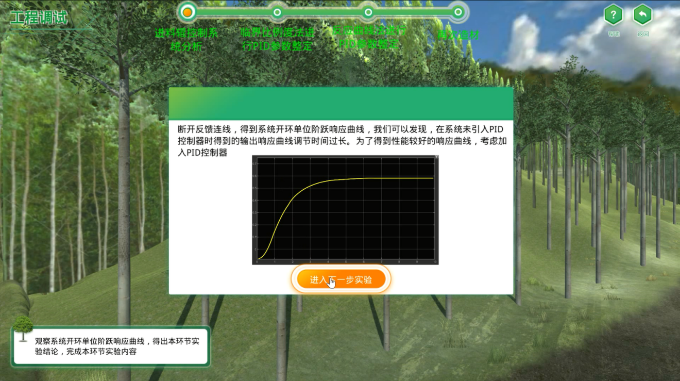
图2-34系统开环单位阶跃响应曲
步骤25 考虑加入PID控制器,本模块实验提供两种PID参数整定方法,分别是临界比例度法和反应曲线法,学生选取其中一种方法进行PID参数整定,查看实验原理,学习所选方法参数整定过程;
步骤26 以选择临界比例度法为例,使用临界比例度法进行参数整定首先需要得到临界比例度Kpcnt的值,获取系统的等幅振荡曲线,计算方法如表2-5所示;
表2-5 临界比例度法计算公式
|
控制器 |
Kp |
Ti |
Td |
|
P |
0.5 Kpcnt |
---- |
---- |
|
PI |
0.45 Kpcnt |
0.85 Tn |
---- |
|
PID |
0.6 Kpcnt |
0.5 Tn |
0.12 Tn |
步骤27 系统进入Kpcnt调节界面(图2-35),这里可以设置调节精度(1、2和5),Kpcnt的值从大到小( 50到0 )进行实验并观察,每次调节后响应曲线都会随之变化直到输出等幅振荡曲线为止,此时的Kpcnt即为所需的值;
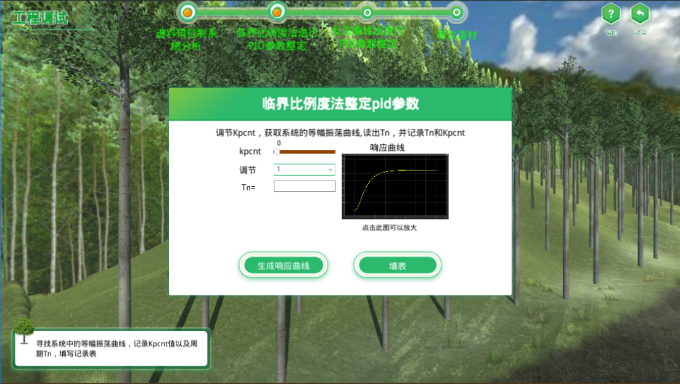
图2-35调参界面
步骤28 从等幅振荡曲线上读取振荡周期Tn,如图2-36,点击“填表”按键,将Kpcnt和Tn的值记录在实验报告中;
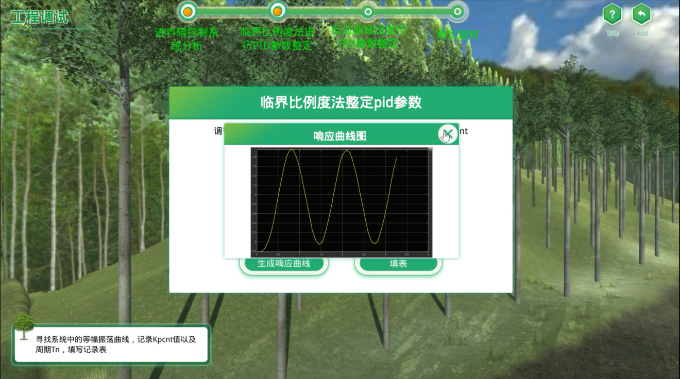
图2-36读取数值
步骤29 根据Kpcnt和Tn的值,运用表2-5中的经验公式,计算出调节器各个参数Kp、Ti和Td的值(P=KP,I=1/TI,D=TD),填写表2-6参数。
表2-6不同类型控制器的PID参数
|
控制器类型 |
Kp |
Ti |
Td |
|
P |
|
∞ |
0 |
|
PI |
|
|
0 |
|
PID |
|
|
|
步骤30 得到的三组数据,分别绘系统在P,PI,PID控制下的响应曲线,如图2-37所示,每个曲线下有四个性能指标:调节时间和超调量及上升时间和峰值时间。曲线右侧有该控制下的进料辊进料动画。点击“P”方法,绘制系统在P控制下的响应曲线,系统记录此时的响应曲线和四个性能指标;
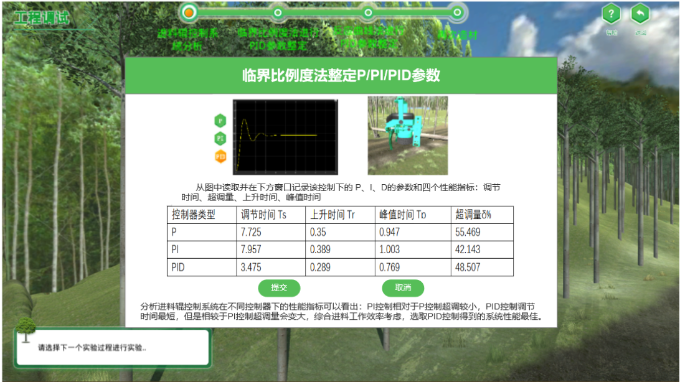
图2-37临界比例度法调参界面
步骤31 点击“PI”方法,绘制系统在PI控制下的响应曲线,系统记录此时的响应曲线和四个性能指标;
步骤32 点击“PID”方法,绘制系统在PID控制下的响应曲线,系统记录此时的响应曲线和四个性能指标;
步骤33 临界比例度法在不同控制器下的响应曲线的性能比较,如表2-7所示,可以看出,PI控制相对于P控制超调较小,PID控制调节时间最短,但是超调会变大,综合以上因素及进料辊工作效率,选取PID控制性能最佳。
表2-7 临界比例度法在不同控制器下的性能指标
|
控制器类型 |
调节时间Ts(s) |
上升时间Tr(s) |
峰值时间Tp(s) |
超调量δ% |
|
P |
7.725 |
0.35 |
0.947 |
55.469 |
|
PI |
7.957 |
0.389 |
1.003 |
42.143 |
|
PID |
3.475 |
0.289 |
0.769 |
48.507 |
步骤34 系统弹出对话框,可选取反应曲线法继续进行PID参数整定,也可以直接开始再次造材。选取反应曲线法进行PID参数整定继续步骤35,如果学生选取再次造材跳到步骤43;
步骤35 如果学生选取反应曲线法进行PID参数整定,首先对该方法原理进行详细介绍,然后以表格形式给出该方法在P、PI、PID控制下的P、I、D参数计算公式;
步骤36 通过所给控制系统的开环传递函数求出控制对象开环阶跃响应曲线,如下图2-38所示;
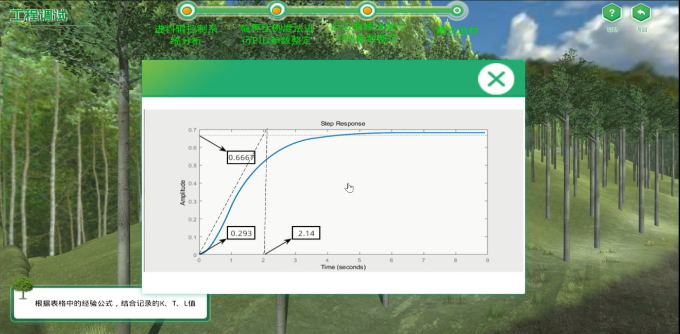
图2-38控制对象开环阶跃响应曲线
步骤37 根据开环阶跃响应曲线求取并记录被控制对象的动态特性参数 K、L、T,由图2-39可知等效滞后时间 L=0.293s,等效时间常数 T=2.24-0.293=1.947s,K=0.6667;
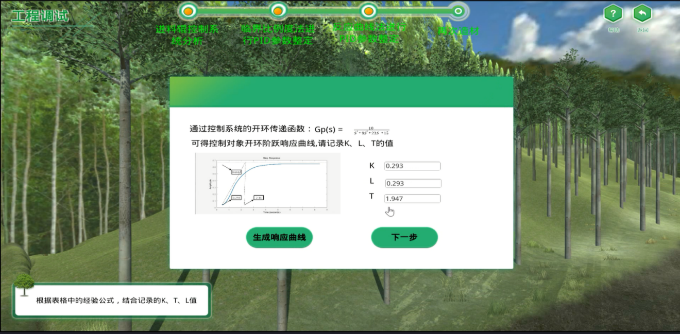
图2-39求取数值
步骤38 根据K、L、T的值,运用表2-2中的经验公式,计算出调节器各个参数Kp、Ti和Td的值(P=KP,I=1/TI,D=TD)填写表2-8内数据;
表2-8不同控制器下的PID参数
|
控制器类型 |
Kp |
Ti |
Td |
|
P |
|
|
|
|
PI |
|
|
|
|
PID |
|
|
|
步骤39 由上面得到的三组数据,分别绘系统在P,PI,PID控制下的响应曲线,如图2-40所示,每个曲线下有四个性能指标:调节时间、超调量、上升时间和峰值时间。曲线右侧有该控制下的进料辊进料动画。点击“P”方法,绘制系统在P控制下的响应曲线,系统记录此时的响应曲线和四个性能指标;
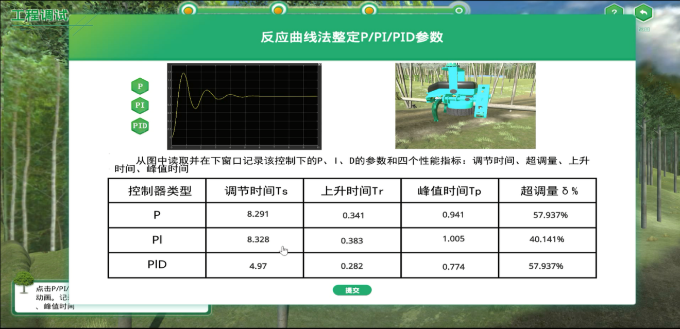
图2-40反应曲线法调参界面
步骤40 点击“PI”方法,绘制系统在PI控制下的响应曲线,系统记录此时的响应曲线和四个性能指标;
步骤41 点击“PID”方法,绘制系统在PID控制下的响应曲线,系统记录此时的响应曲线和四个性能指标;
步骤42 反应曲线法在不同控制器下响应曲线的性能比较如表2-9所示,可以看出,PI控制相对于P控制超调较小,PID控制调节时间最短,但是超调会变大,综合以上因素及进料锟工作效率,选取PID控制性能最佳;
表2-9 反应曲线法在不同控制器下的性能指标
|
控制器类型 |
调节时间Ts(s) |
上升时间Tr(s) |
峰值时间Tp(s) |
超调量δ% |
|
P |
8.291 |
0.341 |
0.941 |
57.937 |
|
PI |
8.328 |
0.383 |
1.005 |
40.141 |
|
PID |
4.97 |
0.282 |
0.774 |
57.937 |
补充:在临界比例度法求取Kpcnt时,根据等幅震荡曲线所得的Kpcnt值并不唯一,实验发现当Kpcnt取18,19,20这3个数时,曲线形状相似,都很接近等幅震荡的临界状态,但是仔细观察发现只有当Kpcnt取19时曲线才最接近等幅震荡,但是如果学生由于粗心误选Kpcnt为18或者20,那么他将会算出与之前不同的PID参数,系统仍然会将这些参数对应的曲线和性能指标输出,但是由于其性能指标不同,系统在给该部分打分时将给于不同分数。
下面3个表格(表2-10、表2-11、表2-12)分别是当Kpcnt取18、19、20这3个数时,不同控制器下系统的性能指标
表2-10 Kpcnt取18时系统的性能指标
|
控制器类型 |
调节时间Ts(s) |
上升时间Tr(s) |
峰值时间Tp(s) |
|
P |
8.232 |
0.3598 |
0.954 |
|
PI |
7.788 |
0.4055 |
1.010 |
|
PID |
3.809 |
0.3003 |
0.803 |
表2-11 Kpcnt取19时系统的性能指标
|
控制器类型 |
调节时间Ts(s) |
上升时间Tr(s) |
峰值时间Tp(s) |
|
P |
7.725 |
0.35 |
0.947 |
|
PI |
7.957 |
0.389 |
1.003 |
|
PID |
3.475 |
0.289 |
0.769 |
表2-12 Kpcnt取20时系统的性能指标
|
控制器类型 |
调节时间Ts(s) |
上升时间Tr(s) |
峰值时间Tp(s) |
|
P |
8.19 |
0.3407 |
0.940 |
|
PI |
7.963 |
0.3784 |
0.996 |
|
PID |
4.07 |
0.28216 |
0.769 |
可见,当Km在18到20之间,虽然当Km=19时,系统在PID控制下的调节时间最快,但是总体来看系统的动态性能指标相近,因此学生选取Km为18和20时也可以分别获得该部分90%和85%的分数。
步骤43 再次造材,并观察数据是否达到设定造材要求;
选择经实验分析得到的PID参数,进料辊控制系统经校正后再次进行造材,进入此步骤后,首先进入采伐头控制器界面,点击引入PID控制器并填写所选方法实验得到调参数据,其他参数不变,如图2-41。学生在皆伐区域选取胸径约为350mm的树木,选取5到10棵树后(如果学生现在了采伐机无法进行采伐作业的树木,如该树木在陡坡或者植株密度较大的地方,系统会提示“该树木不可被伐木机采伐”)系统自动将树木进行采伐并造材,然后生成造材表格,造材参数满足实验要求,完成实验,如图2-42所示:

图2-41 引入PID控制器的采伐头控制器界面
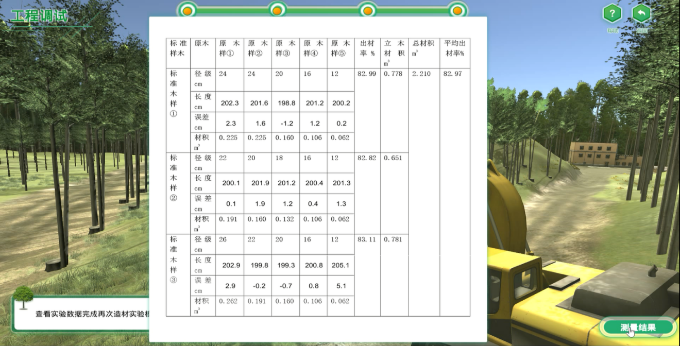
图2-42 再次生成造材表
步骤44 开展理论考核,下翻网页,找到实验报告内容并完成实验报告的理论考核部分,如图2-43所示;
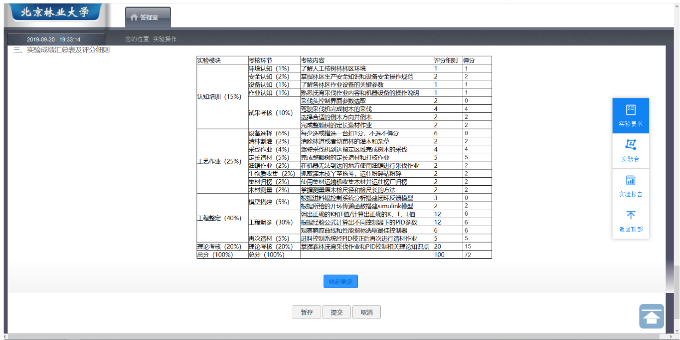
图2-43 实验报告内容
步骤45 点击提交按钮,系统自动记录实验过程(数据、表格、曲线等)生成完整实验报告,等待教师批阅,实验结束。